- 7、8月不“拋光”,全年生產(chǎn)留遺憾:工廠引入磁力拋光機的黃金窗口期到了
- 金屬高速拋光首選磁力拋光機:重新定義表面處理的效率與精度
- 貴金屬工件如何實現(xiàn)低損耗拋光?磁力拋光機成高效解決方案
- 磁力拋光機:去除金屬表面氧化層的創(chuàng)新解決方案
- 冠古:國內(nèi)拋光設(shè)備領(lǐng)域的領(lǐng)軍者,以創(chuàng)新與品質(zhì)鑄就輝煌
- 冠古金屬無死角拋光機:開啟金屬表面處理新紀(jì)元
鋁壓鑄件缺陷原因是什么?怎么處理?
鋁合金的密度相較于鐵和鋼小,且強度較高,在鑄造件中,外表美觀、質(zhì)量輕,有利于鑄造結(jié)構(gòu)復(fù)雜的零件,同時也可以減輕結(jié)構(gòu)的重量,因此在汽車、航空、運輸機械制造中得到廣泛利用,但在壓鑄工藝中也難免會產(chǎn)生缺陷,那鋁壓鑄件缺陷原因是什么?怎么處理?

缺陷一、壓鑄預(yù)熱不均勻,表面有裂紋,導(dǎo)致壓鑄鋁件表面有類似于網(wǎng)狀的凸起和凹陷的痕跡
缺陷二、澆筑溫度偏低,位置偏斜,導(dǎo)致壓鑄鋁件表面有不規(guī)則的、形狀細(xì)小且狹長的紋路;
缺陷三、壓鑄模局部溫度過高,開模過早,導(dǎo)致壓鑄鋁件厚大部分的表面產(chǎn)生有狀如盤碟的凹痕;
缺陷四、拼接活動部分松動、磨損,導(dǎo)致鋁壓鑄件表面出現(xiàn)階梯痕跡;
缺陷五、壓鑄模型表面有金屬或非金屬殘留物或在澆筑當(dāng)中雜質(zhì)附在型腔表面,導(dǎo)致鋁言鑄件表面基體部分熔接亮色不均勻;
缺陷六、壓鑄模型內(nèi)澆筑的位置方向和形狀不當(dāng),或金屬液沖刷劇烈部位的冷卻不夠,導(dǎo)致鋁壓鑄件表面粗糙面明顯;
缺陷七、未冷卻好,導(dǎo)致壓鑄鋁局部位置有凸紋;
缺陷八、填充速度低、時間短,澆筑系統(tǒng)不合理,導(dǎo)致鋁鑄件表面產(chǎn)生流痕。
綜上不難看出,鋁壓鑄件缺陷的原因主要在于模具滲入雜質(zhì)、溫度調(diào)節(jié)高低、位置調(diào)節(jié)不當(dāng)?shù)仍颍箟鸿T出來的鋁件表面產(chǎn)生顏色不均勻、出現(xiàn)凸起、有流痕等問題,鋁壓鑄件缺陷怎么處理?
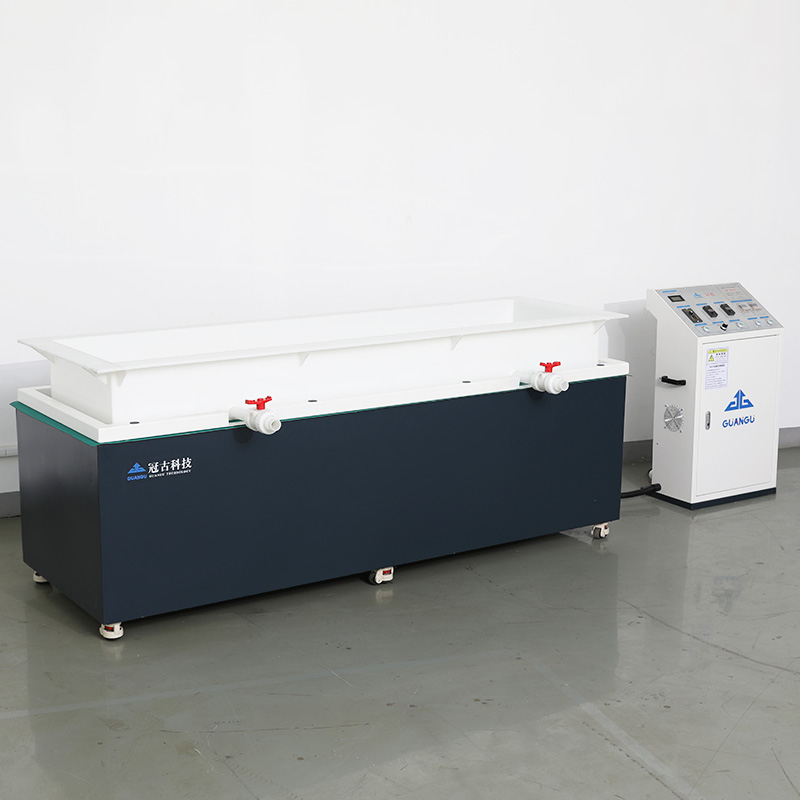
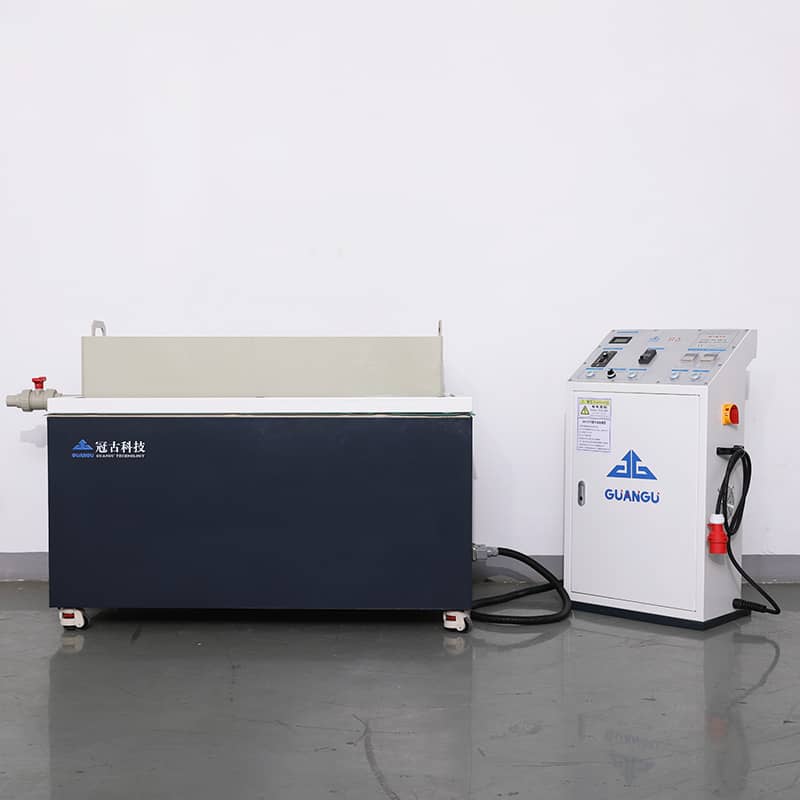
鋁壓鑄件的表面摩擦粗糙,有痕跡,不規(guī)則的紋路這些問題,可以采用全自動磁力拋光機進(jìn)行研磨清洗,如果說生產(chǎn)的鋁鑄件產(chǎn)品是小件,產(chǎn)品要求不高,價格便宜些的,可以選擇小型普通的磁力拋光機;如果生產(chǎn)的鋁鑄件產(chǎn)品是中型件,可選取平移式的磁力拋光機。
磁力拋光機是通過金屬(金屬鋼針)與金屬(工件)之間的充分研磨從而達(dá)到研磨效果,但若是金屬與金屬之間無法產(chǎn)生良好的翻滾、碰撞是難以達(dá)到要求的。因此,鋁壓鑄件缺陷用磁力拋光機處理時,要充分考慮都工件尺寸大小與研磨桶的匹配度。
-
2022-12-01種植體表面處理新型技術(shù)是什么?
-
2022-10-14不銹鋼沖壓件去毛刺